나사산 탭 크기에 관한 모든 것

스레딩을 위한 탭 크기에 대한 모든 것을 아는 것은 동일한 스레드를 지속적으로 생성해야 하는 모든 사람에게 매우 유용합니다. 표준 탭 피치 M6 및 M8, M10 및 M12, M16 및 M30에 주의해야 합니다. 또한 인치 치수와 드릴 섹션 선택 원칙을 연구해야 합니다.

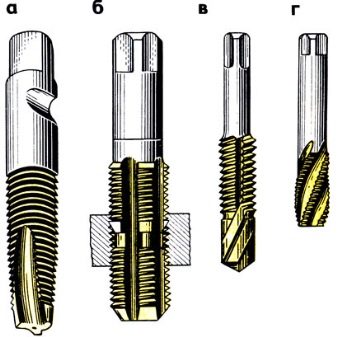
표준 매개변수 탭
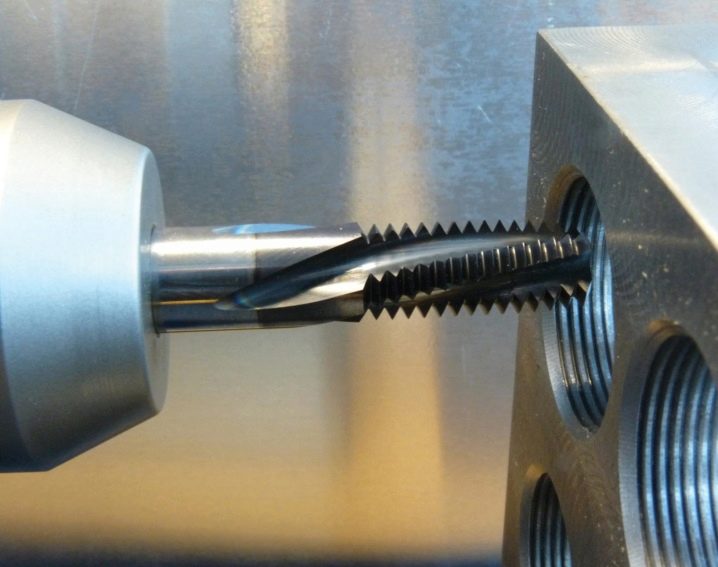
나사산을 위한 특수 마킹 장비는 크기가 명확하게 구분됩니다. 가치는 여러 가지 방법으로 측정됩니다. 미터법 제품의 경우에도 메인 스레드 인덱스는 인치 스케일로 설정됩니다. 이것은 그러한 제품에 대한 설명에서 쉽게 볼 수 있습니다. 따라서 M6 탭의 경우 나사산 단면이 0.1cm로 만들어지며 이 경우 절단용 구멍의 크기는 4.8~5mm가 될 수 있습니다.

카테고리 M6 제품의 경우 일반적인 메인 피치는 1.25mm입니다. 그리고 직경 8mm 제품의 천공 된 통로는 6.5-6.7mm에 이릅니다. 더 작은 구조(M5)의 경우 이러한 치수는 각각 0.8mm, 4.1-4.2mm와 동일하게 간주됩니다. 이 모델을 대형 생산 모델인 M24와 비교하는 것은 흥미롭습니다. 홈 형성 단계는 3mm이고 랜딩 스퀘어는 1.45cm와 동일하게 취합니다.
M12 유형 금속 마킹 장치는 1.75mm를 통해 소총을 만듭니다. 구멍의 단면적은 9.9 또는 10mm입니다. 더 작은 M10의 경우 이러한 표시기는 각각 1.5, 8.2 및 8.4mm로 가정됩니다(최소 및 최대 통과의 경우).

때때로 M16 탭이 사용됩니다. 이러한 도구를 사용하면 최소 1.35cm 및 최대 1.75cm의 채널을 사용하여 2cm 간격으로 나사산을 긁을 수 있습니다.
경우에 따라 2.5mm 간격으로 홈을 배치해야 합니다. 그런 다음 M20 범주의 탭이 도움이 됩니다. 작동 중에 단면적이 1.5cm 이상인 통로가 형성되며 다른 마킹 장치의 치수 및 작동 매개 변수(센티미터)는 아래 표에 나와 있습니다. 위의 모든 사항은 메트릭 스레드에만 적용된다는 점을 이해하는 것이 중요합니다.
|
유형 색인 |
노치 스트로크 |
채널 섹션 |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
M4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
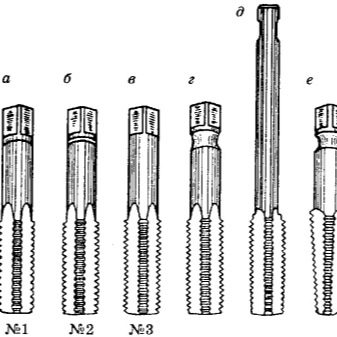
일반적인 생크 치수도 정규화됩니다(밀리미터 단위).
- 2.5x2.1(M1.8보다 크지 않은 탭용);
- 2.8x2.1(M2-M2.5);
- 3.5x2.7(M3 탭에만 해당);
- 4.5x3.4(마킹 장비 M4 전용);
- 6x4.9(M5에서 M8 포함);
- 11x9(M14);
- 12x9(M16만 해당);
- 16x12(M20만 해당);
- 20x16(마킹 장치 M27).
꼬리도 있습니다.
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

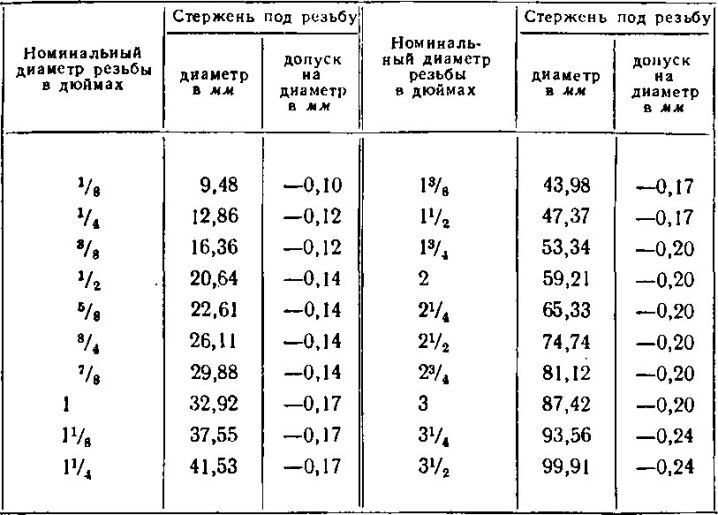
인치 크기
미국과 영국에서 배송된 제품에만 해당됩니다. 홈의 단면적이 3/16이면 구멍은 0.36 ~ 0.37cm로 엄격하게 배치됩니다. 널리 사용되는 1/4인치 탭은 세관을 5-5.1mm로 만들고 클래스 3/8 제품의 경우 이 수치는 7입니다 , 7 및 7.9mm입니다. 소총 간격(밀리미터)은 다음과 같습니다.
- 1,058;
- 1,27;
- 1,588.

1/2 형식은 2.117mm 홈 간격을 가정합니다. 이 경우 1.05mm의 통로가 놓입니다. 인치 탭의 나사산 피치는 3.175mm입니다. 구멍의 직경은 2.2cm에 이릅니다. 가장 큰 모델은 17/8 범주에 속합니다. 나사산 피치는 5.644mm이고 구멍 직경은 4.15cm에 이릅니다.
미터법 및 인치 표시 장치와 함께 파이프의 구멍을 표시하도록 설계된 장치도 있습니다. 1/8인치 도구의 경우 나사산 이동은 인치당 28개 나사산입니다. 범주 1/2에 속하면 나사산이 인치당 14회전 간격으로 형성됩니다.
컷 자체의 단면적은 0.8566 및 1.8631cm이며 2인치 파이프 탭은 인치당 11개의 나사산을 만들고 컷의 단면적은 5.656cm로 간주됩니다.
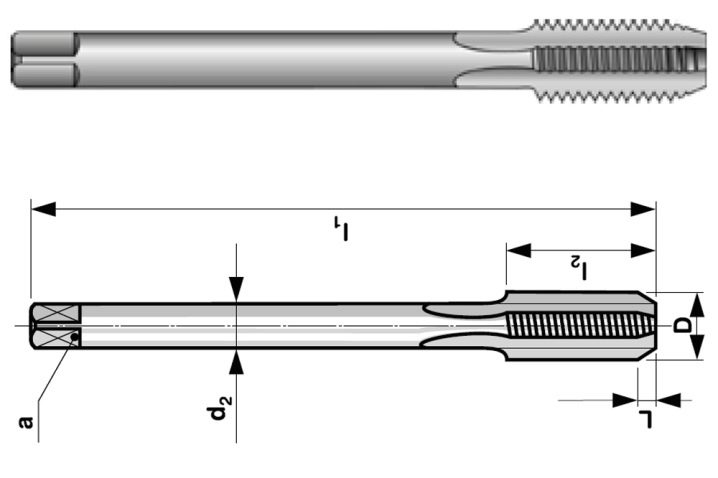
드릴 직경을 선택하는 방법?
오늘날 구멍의 크기는 먼 1973 년의 GOST에 따라 계속 결정됩니다. 이 표준은 여러 번 수정되었지만 표준은 일관되게 관련성을 확인했습니다. 산업, 에너지 및 기타 분야의 작업 측면에서 변경된 사항은 없습니다. 보편적인 접근 방식은 철 및 비철 금속 모두의 처리에 일반적입니다. 암나사 절단에 필요한 매개변수를 결정하려면 먼저 랜딩 패드를 드릴링하십시오.
이것은 이중 반경으로 수행됩니다. 드릴링 중 채널이 필요한 섹션보다 0.1-0.2cm 좁은지 주의 깊게 확인하십시오. 그렇지 않으면 정확하게 관찰된 치수로 회전하는 것은 작동하지 않습니다. 드릴 선택은 밀리미터 또는 인치 스케일의 측정 표준을 고려하여 수행됩니다. 호출을 위한 스레드 수도 고려해야 합니다.
하나의 동일한 코일은 다른 방식으로 표시될 수 있습니다. 프로파일에서 인접한 측벽 사이의 간격을 측정하여 설치됩니다. 처음 10개의 스레드를 계산합니다. 그런 다음 그들은 그들 사이의 밀리미터 수를 추정하고 이 수치를 10배로 줄입니다. 스트로크는 비슷한 방식으로 계산되지만 이미 한 스레드의 회전에서 계산됩니다.

취성 및 경질 합금의 특성은 연성 연성 금속의 특성과 다릅니다. 스레딩을 위해 탭을 선택하는 사람들은 종종 이것을 잊어버립니다. 따라서 부드러운 재료에서 M8 나사산에는 6.8mm의 구멍이 필요합니다. 솔리드 - 0.1mm 미만.
또한 GOST에 설정된 직경의 한계 편차를 고려하고 기존 탭과 칩이 없는 탭의 차이점에 주의하는 것이 좋습니다.















댓글이 성공적으로 전송되었습니다.