플렉시 유리를 구부리는 방법?

유기유리는 조밀한 구조를 가진 투명한 고분자 물질로 일정한 형태를 부여하거나 원하는 각도로 구부릴 수 있습니다. 플렉시 유리의 범위는 매우 광범위합니다. 장식 품목, 수족관, 컵 받침, 기념품, 보호 스크린, 디자이너 액세서리 등이 이 재료로 만들어집니다. Plexiglas는 투명도가 높아 내부 문, 창문 또는 장식용 칸막이의 일반 유리를 대체할 수 있습니다. 아크릴 폴리머는 특정 온도 조건에 노출되기 쉬운 좋은 가소성을 가지고 있습니다. 아크릴에 필요한 구성은 산업적 방법뿐만 아니라 집에서 직접 설정할 수 있습니다.

굽힘의 특징
아크릴 유리 플렉시 유리는 플라스틱이 구부러질 수 있는 가소성을 가지고 있기 때문에 일반 유리와 다릅니다.
곡선 유리는 속성을 유지하고 구성을 변경하지 않습니다.
아크릴로 작업하려면 유리 굽힘 과정에서 재료가 손상되지 않도록 여러 가지 기능을 고려해야 합니다.
- 아크릴 블랭크 가열과 관련된 모든 조작, 접힌 부분의 뒷면에서만 수행해야합니다.
- 아크릴의 가열 온도 150°C를 초과할 수 없습니다.
- 금형 주조 중 아크릴 유리가 녹습니다. 170°C의 융점에서;
- 두께를 초과하는 아크릴 유리 5mm, 구부리기 전에 양쪽에서 워밍업이 필요합니다.
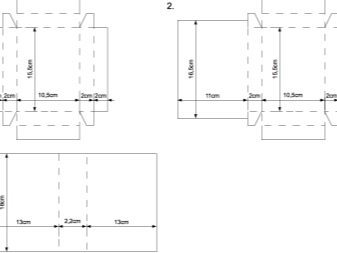
아크릴 제품의 매개변수를 계산할 때 굽힘 반경을 생성하는 데 사용되는 재료 비용을 고려하는 것이 중요합니다. 계산에 착오가 없도록 두꺼운 종이로 미래 제품의 템플릿을 만드는 것이 좋습니다.

아크릴을 가열하고 구부리는 과정을 거친 후, 재료는 상온에서 자연적으로 냉각되어야 합니다. 냉각을 위해 찬물을 사용하는 것은 완성된 유기 폴리머 제품에 다중 균열을 일으킬 수 있으므로 권장하지 않습니다.
아크릴 유리의 모든 가공에는 다음이 포함됩니다. 굽힘 영역에서의 가열. 예를 들어 아크릴에서 3차원 도형을 압출하는 경우와 같이 공작물이 완전히 가열되는 경우가 있습니다.


훈련
아크릴은 합성 소재이기 때문에 표면에 정전기를 모아 먼지와 작은 입자를 끌어당깁니다. 표면 오염은 유리의 투명도를 감소시킵니다. 굽힘 절차를 시작하기 전에 아크릴 시트를 비눗물로 세척해야 하며, 그 후 재료는 최소 24시간 동안 건조되어야 합니다.
품질 굽힘을 수행하려면 다음을 수행하는 것이 중요합니다. 재료의 적절한 가열. 구부러진 곳의 반대쪽, 즉 재료의 표면 장력이 가장 큰 쪽에서 플렉시 유리를 가열해야합니다.


가열 표면적은 두께와 관련되어야 하며 비례적으로 3:1처럼 보입니다.
가열하는 동안 유기 유리의 폴리머 표면이 녹는 것을 방지하려면 적절한 온도 영역을 선택하는 것이 중요합니다. 실수가 발생하면 유리가 녹을뿐만 아니라 불이 붙을 수도 있습니다. 가열에 사용되는 온도 범위는 100~150°C 사이여야 합니다.

기계가 어떻게 구부러져 있습니까?
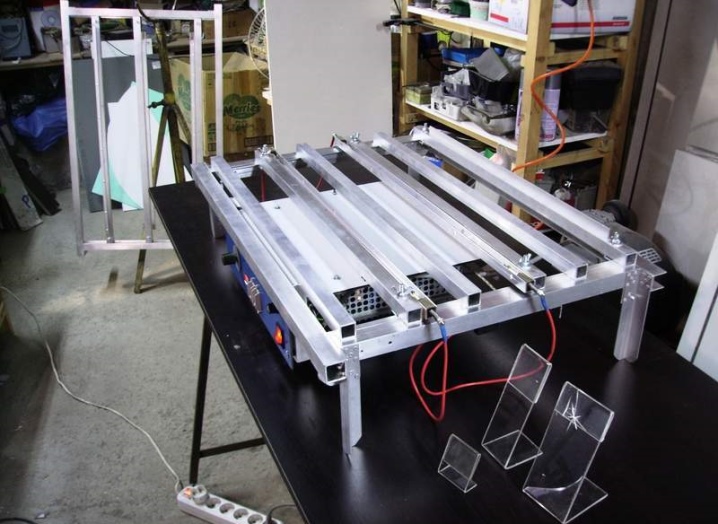
대량 생산 조건에서 특수 장비는 아크릴 시트를 구부리는 데 사용됩니다. 열 성형 기계. 이 장치를 사용하면 시트를 고품질로 가열한 다음 직선 굽힘을 수행할 수 있습니다. 절차가 완료된 후 제품은 냉각됩니다. 열 굽힘 기계는 모든 조작을 순차적으로 자동으로 수행합니다.
아크릴용 벤딩 장비의 작동 원리는 내열 유리 플라스크에 봉입된 니크롬 실의 사용을 기반으로 합니다. 열 굽힘 기계는 두께가 0.3mm ~ 20cm 인 고분자 재료, 플라스틱 및 아크릴 유리를 구부리는 기능이 있으며 고분자 구부리기 장비는 너비 60cm ~ 2.5m의 공작물을 처리 할 수있는 다양한 수정으로 생산할 수 있습니다.



아크릴 유리의 굽힘은 전체 길이를 따라 균일하게 수행됩니다. 이 유형의 장비에는 전기 기계 또는 공압 드라이브가 장착되어 있습니다.
열 굽힘 기계에는 가열 정도에 따라 조정할 수 있고 기계의 윤곽 내에서 선택한 거리에서 서로에 대해 이동할 수 있는 몇 가지 내장 가열 전기 요소가 있습니다. 작동 중 장비 하우징의 과열을 방지하기 위해 장치의 특수 공동에 순환 냉각을 위해 물이 공급됩니다.
열성형 장비에는 다음과 같은 여러 장점이 있습니다.
- 이 장치는 시트 폴리머 재료를 1~180°C의 주어진 각도로 구부릴 수 있을 뿐만 아니라 곡선형 구부림도 수행할 수 있습니다.
- 자동 기계는 작업 과정에서 지속적인 재구성이 필요하지 않습니다.
- 이 장비는 양면에서 한 번에 두꺼운 공작물을 예열하는 기능이 있습니다.
- 기계 제어는 수동 또는 자동 오프라인 모드에서 수행할 수 있습니다.
- 장비는 모든 종류의 시트 플라스틱과 함께 작동할 수 있습니다.


열 성형 장비에서 유기 시트를 구부리면 재료가 손상되지 않음을 확인할 수 있습니다. 제품의 굽힘은 균열 및 기포의 형성 없이 재료 내부의 박리 없이 명확하게 정의된 매개변수로 수행됩니다.
자동 장치는 생산성이 높으며 최소한의 시간을 소비하면서 많은 수의 직렬 제품을 생산하는 데 사용할 수 있습니다.
기타 방법
집에서 플렉시 유리 한 장을 손으로 만들 수 있습니다. 90도 반경을 따라 니크롬 끈의 시트를 구부리거나 얇은 아크릴에서 반구를 돌출시킬 수 있는 덕분에 굽힘 작업을 수행하는 다양한 방법이 있습니다. 유기 유리는 다양한 도구를 사용하여 처리할 수 있습니다.
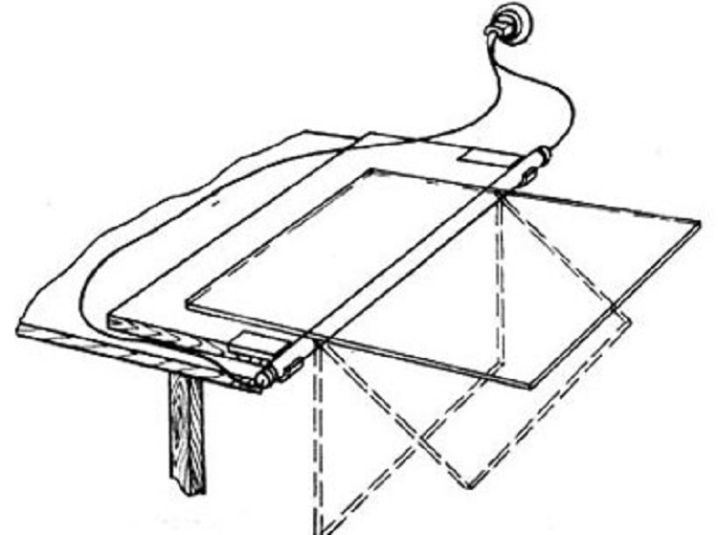
헤어드라이어로
이 아크릴 가공 방법은 매우 큰 유기 유리 조각을 구부릴 필요가 있는 경우에 적용할 수 있습니다. 작업장을 고품질로 워밍업하려면 건물 헤어 드라이어 인 상당히 강력한 도구가 필요합니다. 이 고출력 장치는 뜨거운 공기를 원하는 온도로 내보냅니다. 굽힘 공정은 여러 단계로 수행됩니다.
- 조이너의 클램프를 사용하여 데스크탑에서 유기 유리 시트가 단단히 고정됩니다.
- 측정을하고 재료를 구부리기위한 선을 표시하십시오.
- 접힌 부분은 건물 헤어 드라이어에서 공급되는 뜨거운 공기로 처리됩니다.
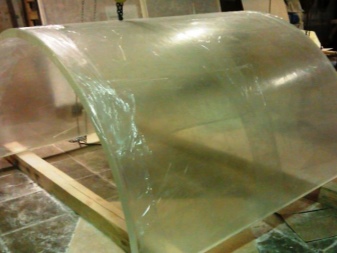
- 재료는 부드러워질 때까지 뜨거운 공기로 처리됩니다.
- 연화 시트가 필요한 각도로 구부러져 있습니다.
- 완제품은 실온에서 냉각됩니다.

헤어 드라이어가 얇은 두께의 유기 유리에서 수행되는 경우 가열이 필요하지 않은 영역은 고온에 강한 재료로 덮어야합니다.
뜨거운 물에
가장 간단한 방법으로 집에서 작은 크기의 플렉시 유리를 구부릴 수 있습니다. 이 방법은 가장 에너지 집약적이고 빠른 것으로 간주됩니다. 완성하려면 물이 필요합니다. 이 프로세스에는 다음과 같은 여러 단계가 포함됩니다.
- 처리 할 공작물이 들어갈 수 있도록 용기를 선택하고 물을 붓습니다.
- 끓이다;
- 끓는 액체에 5분 동안 아크릴 블랭크를 낮추십시오 - 노출 시간은 또한 플렉시 유리의 두께에 따라 다릅니다.
- 공작물은 뜨거운 물의 작용으로 가열 된 다음 용기에서 제거됩니다.
- 공작물이 구부러져 원하는 구성이 됩니다.
이 방법의 단점은 뜨거운 공작물에서 아크릴을 구부릴 필요가 있으므로 작업 중에 손을 태우지 않도록 면장갑을 준비해야 합니다.

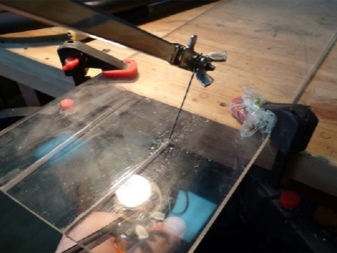
특수 니크롬 와이어
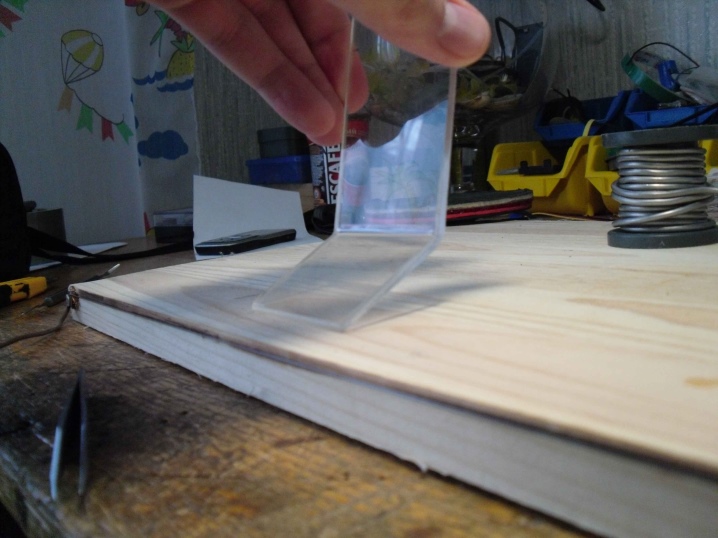
니크롬 실을 사용하여 플렉시 유리의 고품질 굽힘을 수행할 수 있습니다. 절차는 다음과 같습니다.
- 데스크탑에서 클램프의 도움으로 플렉시 유리 시트가 고정되어 자유 가장자리가 구부러진 부분에 자유롭게 매달릴 수 있습니다.
- 니크롬 와이어는 시트 표면에서 5mm 이하의 거리에서 테이블 위로 당겨집니다.
- 전선은 24V 전압의 변압기에 연결됩니다.
- 변압기는 니크롬 필라멘트를 가열하고 매우 뜨거워지면 열과 무게의 영향으로 유리가 천천히 구부러집니다.
니크롬 와이어를 가열할 때 처지지 않고 공작물에 닿지 않도록 해야 합니다.
유리를 구부릴 때 손으로 도와서 절차 속도를 높이지 마십시오. 그러면 재료에 균열이 생기거나 변형될 수 있습니다.
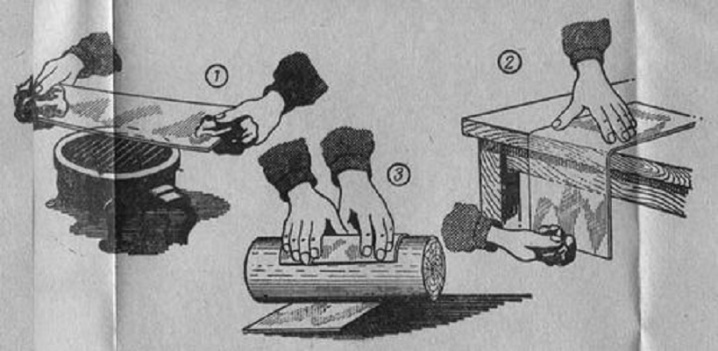
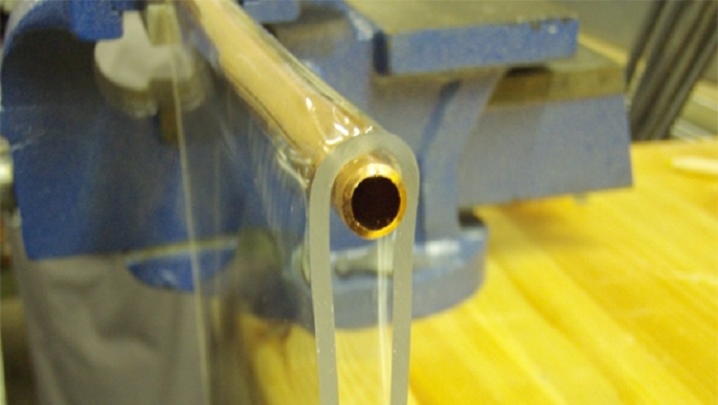
금속 파이프
아크릴 블랭크에 특정 곡률 반경을 부여하기 위해 금속 파이프에 플렉시 유리를 구부리는 방법이 사용됩니다. 집에서이 절차를 수행하려면 재료 자체 또는 파이프를 가열 할 수 있습니다. 송풍기는 파이프를 가열하는 데 사용됩니다.

굽힘 절차는 다음 순서로 수행됩니다.
- 직경이 굽힘 반경과 동일한 파이프에 차가운 아크릴 시트가 적용됩니다.
- 토치 또는 건물 헤어 드라이어로 시트의 접힌 부분이 가열됩니다.
- 유기 유리가 가열되어 가소성을 얻으면 시트가 파이프 표면 위로 손으로 뒤집어집니다.
- 아크릴 시트가 충분히 구부러질 때까지 절차를 반복합니다.
두 번째 방법을 사용해야하는 경우 먼저 파이프를 가열하고 아크릴의 용융 온도에 도달하면 시트를 파이프에 감아 필요한 굽힘을 수행합니다.
반구는 아크릴 소재로 압출 가능. 이렇게하려면 얇은 플렉시 유리 시트 (3-5mm), 펀치 및 필요한 직경의 구멍이 만들어지는 합판 매트릭스를 가져 가십시오. 구멍의 직경은 유기 유리의 두께와 동일한 여유가 주어지면 조금 더 크게 만들어야 합니다.
아크릴 블랭크에 나뭇결 무늬가 각인되는 것을 방지하기 위해 펀치와 합판 매트릭스의 표면에 카제인 접착제를 바르고 건조되면 사포로 필름을 샌딩합니다.

유기 유리 시트가 가열됩니다. 부드러워질 때까지 - 손에 화상을 입지 않도록 면장갑을 끼고 작업하면서 가스 버너로 할 수 있습니다. 재료가 잘 가열된 후에는 매트릭스 위에 놓아야 합니다. 다음으로 아크릴 위에 반구형 펀치를 설치합니다. 이 장치로 아크릴 시트를 누른 다음 10분 동안 유지합니다. 경화될 때까지 전체 구조. 따라서 플렉시 유리는 반원형 구성을 얻습니다. 스텐실과 펀치의 모양에 따라 유사한 기술을 사용하여 다른 그림을 돌출시킬 수 있습니다.

플렉시 유리를 구부리는 방법에 대한 정보는 아래를 참조하십시오.













댓글이 성공적으로 전송되었습니다.